产品列表
龙门数控铆接机

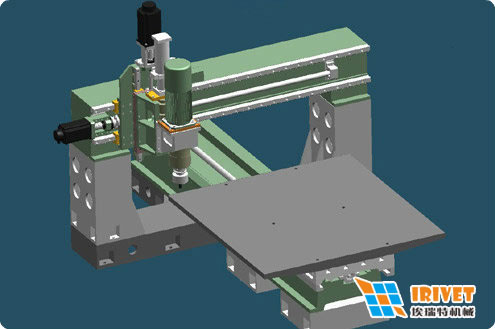
龙门铆接机或龙门数控铆接机是为适应大尺寸零部件的自动化铆接要求而设计制造的,其设计有伺服控制系统,三维移动系统,可自动完成范围内不同高度铆钉的铆接要求。龙门数控铆接机可以设计为双工作台数控铆接机和单工作台数控铆接机。
高精度铆接控制XYZ三轴伺服精确定位,本铆接机XYZ轴运动精度为0.05毫米,铆接精度为0.05毫米 |
|
多种控制方式本设备控制方式可分为手动和自动两种控制,手动为单件动作,主要用于机构和模具的调试,手动调试好以后,生产时调整到自动。自动控制系统采用可编程控制器(PLC)和触模屏人机界面来控制,操作简便、性能可靠、尺寸紧凑,提高生产效率和质量。 |
|
调试方便铆头结构垂直可调, 铆头行程数控可调,适用于不同高度的零件热铆接,调试方便。 精准数显时间控制器控制铆接时间,超宽时间可调。 |
|
大工作平台铆接工作平台可设计为二维数控大平台(或者固定工作台),最大1500毫米的行程,可以实现自动程序控制移位。 |
|
整机合理美观高效整机设计紧凑合理、外型美观、占地面积小、生产效率高等特点。 |
|
全面安全防护安全光幕、不锈钢防护网、全钢防尘板、三色报警灯标配。 |
|
| 具体参数由用户提供,我方进行设计制造。 该机为订制品 | |
双工作台数控铆接机(数控铆钉机,数控旋铆机)
单工作台数控铆接机(数控铆钉机,数控旋铆机)
大型龙门数控铆接机(数控铆钉机,数控旋铆机) |
|


径向龙门数控铆接机加工发动机缸盖罩视频演示
气缸盖罩数控铆接机是我公司在国内最先研制的、已经发展为第三代的数控铆接机,其拥有铆接质量比传统的压铆要高,可适应不同品种的零件的柔性生产,铆接参数可视可控可调,安全保护装置齐全等一系列的优点,一经推出为众多汽缸盖罩制造企业所采购,并获得一致好评。
汽缸盖罩数控铆接机其铆接压力非常小,单点铆接压力值仅为传统压铆工艺所需单点液压力的10%,可以杜绝铸铝零件压铆时巨大压力产生的不良变形或损坏,这是因为该机采用的是径向铆接机头的缘故。径向铆接机头其模具会产生偏摆运动,使模具与铆点产生点的接触,并将该点压铆变形,与传统的面接触压铆变形,其压力值当然会小的多。径向铆接机另一优势就是加工后表面光洁度高,铝件经过径向铆接后都可以达到镜面的效果。
汽缸盖罩数控铆接机的数控系统是该机最大的特点,无论客户的汽缸盖罩品种如何变化,第三代的数控铆接机都可以轻松应对。不同零件的点的数量、位置甚至高度都不同,铆接机通过液晶触摸屏的输入都可以确定,铆点的数量可以设定,每个铆点的X,Y,Z坐标都可以设定
本视频尺寸较小,高清视频另见 径向数控铆接机加工缸盖罩视频演示
龙门数控铆接机加工打印机零件演示
打印机钣金件上一般都有若干个固定销杆,采用铆接的工艺连接,由于铆杆的尺寸、高度都不同,铆接的精度也非常高,因此采用龙门数控铆接机,期采用三轴联动系统,径向铆接机头、全钢防尘板,同时工装上加装顶件汽缸,方便零件的拿取。
本视频尺寸较小,高清视频另见 径向数控铆接机加工缸盖罩视频演示
数控铆接机的选型注意事项
作者:武汉埃瑞特机械制造有限公司 袁涛
注:需要了解更多数控铆接机,请点击后面红色字体链接:数控铆接机
正文:
数控铆接机是按照客户要求制造的专业类铆接机,数控铆接机可以满足一个零件上多个铆钉铆接需要的自动化铆接设备,国内最早的一台数控铆接机是武汉埃瑞特机械制造有限公司为满足比亚迪汽车的发动机自产计划而设计开发,其非常适合批量大,品种多的铆接场合,其方便多用,高效易操作的特点越来越为广大的制造商客户所接受。面对市场上各种各样自称的数控铆接机,下面我们从数控铆接机的原理上开始讲解选型的注意事项。
数控铆接机|旋铆机|铆钉机按照结构类型可以分为很多种,但其原理是大同小异,都是通过设定,使工件位移到铆接区域,而后由铆接机完成铆接工艺。
我们可以把任何工件的铆接点位置看作是三个方向移动的结果,X,Y轴是控制左右和前后,Z轴是控制上下高度,由此,一个基本的数控结构就确定了。数控铆接机一般都有个零点,也可以称为基准点,以此点为基准,我们需要将所有需要铆接的点进行编号和座标标定,这个过程是必须的,而后这些座标和高度需要输入到设备的数据录入页面,由此让机器知道如何来铆接那些点,这些点分别在什么地方,高度多少。
将这些点座标输入后,数控铆接机的程序就可以运作了,机器的伺服机构会在程序的控制下,带动工件达到我们输入的第一点,在这个位置,铆接工件应该刚好在铆头的轴线下,此时设备还要对该座标的Z值,也就是高度值进行计算,确定铆接的进给量,一切准备就续后设备可以开始铆接了。
第一点铆接完成后,程序会继续下一个点的铆接直到全部铆点逐一铆接完成,最后回到装配位置。简单的讲数控铆接机通过对零件上每一个铆接点空间X\Y\Z坐标的定位,让铆接机头循坐标而动,逐点进行铆接。
对数控铆接机的原理清楚后,我们就知道,一台数控铆接机最基本需要有数据输入、位置在定位、铆接量控制等基本功能模块。任何不具备这三个模块的铆接机都不能称之为完全意义上的数控铆接机。
数控铆接机的分类比较复杂,如果根据铆接位置的移动方式可以分为导轨式和转盘式,而根据结构特点又可以分为单臂数控铆接机、龙门数控铆接机、回转台数控铆接机等多种。在选型时,我们要注意以下几点:
1、数控铆接机对位置精度的要求比较高,其X,Y轴有些厂家使用步进电机替代伺服电机,这个成本虽然降低了,但是步进电机的精度和伺服电机完全不在一个量级,且步进电机在低速时易出现低频振动现象,同时也会出现丢步或堵转的现象,速度响应上较伺服电机差距也较大,因此建议不要选购使用步进电机的机型。
2、Z轴的控制有伺服电机控制、光栅尺控制两种方式,就使用经验来讲,使用伺服控制Z轴的位置是比较可靠的,其与系统的兼容和控制比较成熟,而使用光栅尺控制的方式精度略低,重复位置精度在0.05毫米左右,基本也可以满足数控铆接的要求,在使用可靠性较高的高品质光栅尺的条件下,其使用要求完全可以满足设计要求,使用光栅尺控制的数控铆接机其售价比较低。因此,对Z轴的数字控制,可以按成本预算来选择合适的方式。
3、数控铆接机的控制系统的选择也比较多,市场上有铆接机厂家自己开发的PLC控制系统,如埃瑞特数控铆接机控制系统,这个系统的功能可以自由扩展,性能较强,使用更灵活,且可以个性化加入企业的标识LOGO等,但是系统由于是厂家自己开发,可靠性相对会弱点,需要终端使用客户具备较低能力的程序调试人员。另外一种控制系统是数控设备程序开发企业开发的固定式控制系统,这种系统是专门为数控铆接机系统开发的,使用简单方便,带有控制手柄,但由于系统程序已经固化,功能的修改与扩展受到限制。在选择时,以使用的范围和要求而定,固定产品的铆接可以使用专用系统,而品种多,对铆接机要求经常变化的或预留一定扩展空间的,首选铆接机制造厂家自己开发的系统。
4、数控铆接机机头的选择。数控铆接机机头是铆接加工的重点执行单元,不论那种移动方式,那种控制系统,其目的都是用来辅助最后一步的铆接工序。铆接的质量是一台数控铆接机最重要的评估因素,一个好的铆接机机头会产生平稳、美观、高质量的铆接点。铆接机机头优选径向铆接机机头,同时建议使用液压驱动,这是因为相对于气动铆接机头,液压铆接铆接过程没有冲击、驱动液压力平稳无较大波动,不用气雾润滑而维护简单。
5、数控铆接机的结构选择也比较有讲就,前面说过数控铆接机的结构可分为单臂数控铆接机、龙门数控铆接机、回转台数控铆接机等多种,单臂数控铆接机也称之为C型铆接机,其结构刚性限制其不能使用在大距离的移动以及大直径铆钉的铆接,其只适用于小范围小直径铆接件的加工。龙门数控铆接机则完全克服了C型铆接机的结构限制,无论是X,Y轴的形成都可以设计的非常大,也可以铆接超过12毫米以上的钢质铆钉。回转台数控铆接机则更像一条圆形的生产线,可以在一个圆周上布置多个工位,完成放料、装配、铆接、检测、下料等一系列动作,更像是一个数控铆接系统。

中国第一台数控铆接机(旋铆机)是我公司为汽车发动机缸盖罩多点铆接工艺而设计的,它的出现替代了手动多点铆接的老旧工艺,效率和效益优势得以体现。
数控铆接机数控旋铆机相关内容
联系方式
- 武汉埃瑞特机械制造有限公司
湖北省武汉市洪山区李纸路板桥南5号
邮编:430065 - 手机:13507127863
- 服务电话:400-027-0250
- 服务电话:027-88716898
- 传真:027-88716898
- E-mail:market@irivet.cn